
产品名称:jG-RX05 型 机电一体化柔性生产线实训系统
一、产品描述
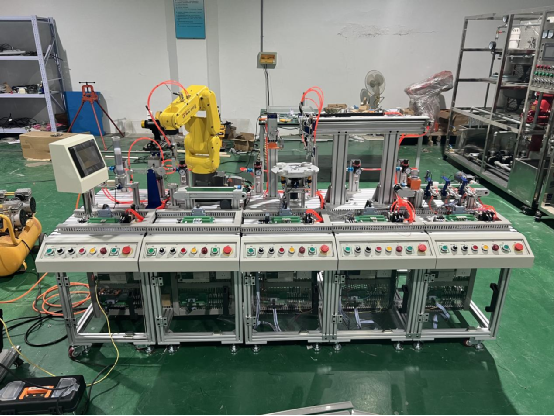
JG-RX05 型 机电一体化柔性生产线实训系统是为提高学生动手能力和实践能力而设计生产的一套实用性实验设备。给学生提供了既能满足专业需要又符合实际工业情况的教学环境,使学生将所学的诸多单科专业知识得到全面认识、综合训练和相互提升。每个单元具有一套 PLC 控制,可“单机 / 联机”运行,具有较好的柔性。将几个单元模块分开培训可以容纳较多的学员同时学习,在基本单元模块培训完成以后,又可以将相邻的两站、三站 ⋯ 直至多站连接在一起,学习复杂系统的控制、编程、装配和调试技术。
二、功能要求
系统包含了新世达机器人、机电一体化专业中的气动、电机驱动与控制、 PLC 、变频器、触摸屏、传感器等多种控制功能。
三、性能参数
• 输入电源: AC220V ± 10 % ( 单相三线 )
• 整机功率:< 1.5kVA
• 外形尺寸: 3750 × 750 × 1380mm
• 气源压力: 0.4MPa
四、系统构成
系统分成 5 个独立模块,分别是:
第一站 : 上料检测单元;
职能:完成将工件从上料台依次送到检测工位。
第二站:新时达机械手搬运站;
职能:完成对工件的搬运。
第三站:分拣单元(气动元件、检测元件、 PLC 初级综合运用 )
职能:完成物料加工属性的检测,例如深度、高度、孔径等属性。
第四站:机械手搬运转移站;
职能:根据上一单元的属性检测,工件可以被直接传输到下一个工作单元。
第五站:传送带站;
职能:完成对工件的输送及分拣。
五、各单元技术参数
(一)上料检测单元
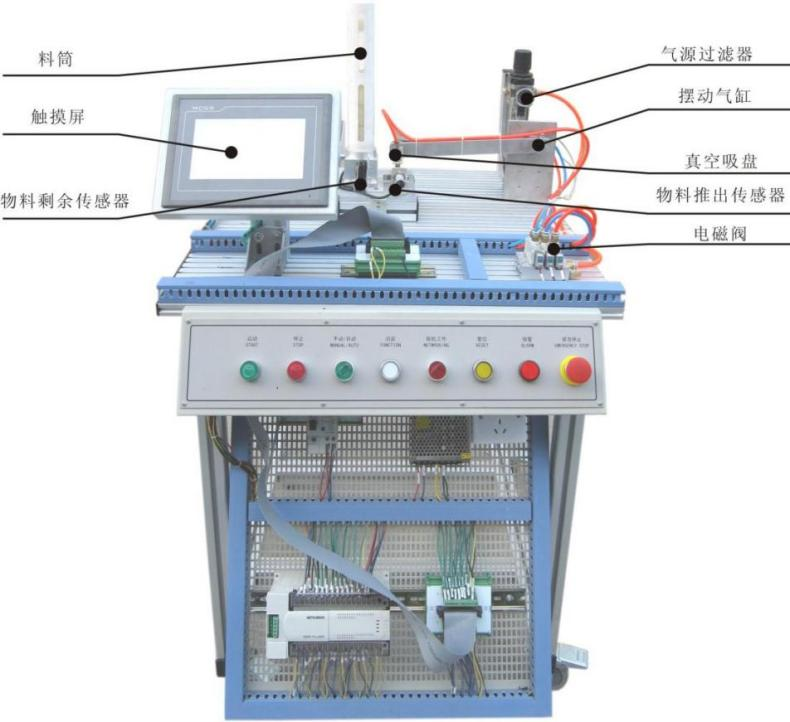
上料检测单元的主要功能是为系统提供加工工件。在管状料仓中最多可存放 8 个工件。供料过程中,推料气缸从料仓中逐一推出工件,真空吸盘将工件吸起,在摆臂气缸的驱动 完成将工件从上料台依次送到检测工位 。
配置
序号 |
名称 |
规格 |
备注 |
• |
实训桌 |
|
|
• |
上料机构 |
上料基座,料筒 |
|
• |
气缸 |
摆动气缸,笔形气缸,真空吸盘 |
SMC 或亚德客 |
• |
电磁阀 |
4V110-06-DC24V |
SMC 或亚德客 |
• |
调速阀 |
|
SMC 或亚德客 |
• |
气源过滤器 |
|
|
• |
光电传感器 |
多种规格 |
|
• |
磁传感器 |
CS1-M-S10 CS1-G |
|
• |
PLC 主机 |
FX3U-48MR |
|
• |
通讯模块 |
FX3U-485-BD |
|
(二) FANUC 机械手搬运站
由发那科 Mate 200iD 4S 、柔性流水线模块、 PLC 控制器、触摸屏、气爪等组成,主要完成对工件的搬运。

1 、主要技术指标:
名称 |
型号规格 |
数量 |
工作台 |
860mm × 470mm |
1 |
供电电源 / 工作电压 |
AC220V 50Hz/DC24V 2A |
1 |
工作气压 |
0.5MPa |
共用 |
PLC 模块 |
PLC 选用 FX3U-48MR |
1 |
6 自由度工业机器人 |
发那科 Mate 200iD 4S |
1 |
柔性流水线模块 |
①包含三菱 FR-D720S-0.4KW 变频器 1 台、三相减速电机 1 台、到位传感器、传送带 1 套,实现物料传送类等功能; ②每一站都有独立的控制系统。 |
1 |
气夹 |
缸径: 16mm |
2 |
检测传感器 |
磁感式 |
4 |
2 、工业机器人技术参数 (发那科 Mate 200iD 4S )
轴数量: 6 轴
功能:搬运
安装类型:桌面式
其他特性:紧凑型
最大载荷: 4 kg (8.818 lb)
作用范围: 550 mm (21.65 in)
重复精度: 0.02 mm (0.0008 in)
(三)分拣单元
分拣单元的 完成物料加工属性的检测,例如深度、高度、孔径等属性。 将上单元记录的工件属性及加工检测结果分别传送给分拣单元及机械手单元。
配置:
序号 |
名称 |
规格 |
备注 |
• |
实训桌 |
|
|
• |
直流减速电机 |
|
|
• |
4 工位料盘 |
|
|
• |
气缸 |
单杆气缸,双杆气缸 |
SMC 或亚德客 |
• |
电磁阀 |
4V110-06-DC24V |
SMC 或亚德客 |
• |
调速阀 |
|
SMC 或亚德客 |
• |
气源过滤器 |
|
|
• |
光电传感器 |
多种规格 |
|
• |
磁传感器 |
CS1-M-S10 CS1-G |
|
• |
PLC 主机 |
FX3U-48MR |
|
• |
通讯模块 |
FX3U-485-BD |
|
(四)机械手搬运转移站
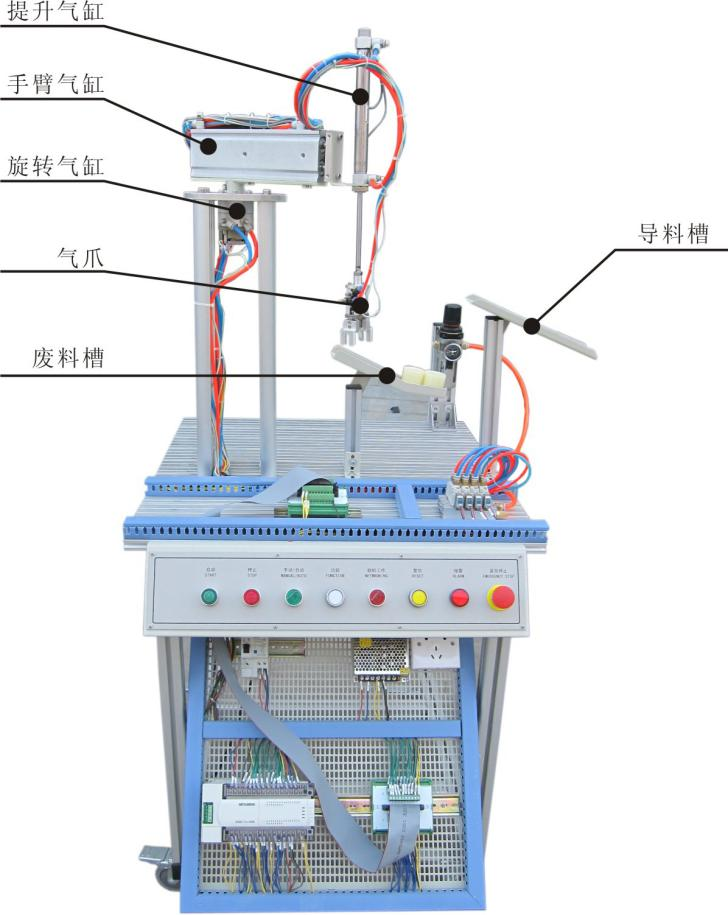
机械手搬运转移站的主要功能是将加工合格的工件传送到分拣单元,而将加工不合格的工件放置到本单元的废料槽中。整个搬运装置由旋转气缸、标准气缸、伸缩气缸及气爪等多种气动执行元件组成。
配置:
序号 |
名称 |
规格 |
备注 |
• |
实训桌 |
|
|
• |
旋转气缸 |
|
SMC 或亚德客 |
• |
气缸 |
单杆气缸,双杆气缸, |
SMC 或亚德客 |
• |
气动手指 |
|
|
• |
电磁阀 |
4V110-06-DC24V |
SMC 或亚德客 |
• |
调速阀 |
|
SMC 或亚德客 |
• |
气源过滤器 |
|
|
• |
光电传感器 |
多种规格 |
|
• |
磁传感器 |
CS1-M-S10 CS1-G |
|
• |
PLC 主机 |
FX3U-48MR |
|
• |
通讯模块 |
FX3U-485-BD |
|
(五)传送带站
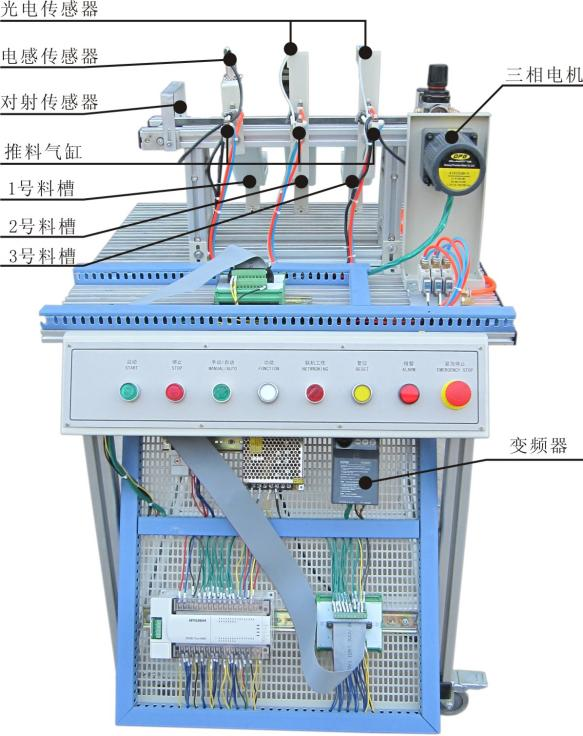
分拣单元的主要功能是根据加工单元传送的加工合格的成品属性通过导向机构,将它们分别输送至对应的滑道中。
配置:
序号 |
名称 |
规格 |
备注 |
• |
实训桌 |
|
|
• |
三相异步电机 |
|
|
• |
皮带传送机构 |
|
|
• |
变频器 |
D720 0.4KW |
|
• |
触摸屏 |
7 寸 MCGS |
|
• |
气缸 |
单杆气缸 |
SMC 或亚德客 |
• |
电磁阀 |
4V110-06-DC24V |
SMC 或亚德客 |
• |
调速阀 |
|
SMC 或亚德客 |
• |
气源过滤器 |
|
|
• |
光电传感器 |
多种规格 |
|
• |
磁传感器 |
CS1-M-S10 CS1-G |
|
• |
PLC 主机 |
FX3U-48MR |
|
• |
通讯模块 |
FX3U-485-BD |
|
• 配套系统
• 软件及教学课件
1 、工业机器人课程资源
• 工业机器人的概述:工业机器人的定义、发展与应用、基本组成及技术参数、工业机器人的分类;
• 工业机器人的机械系统:工业机器人的 1 轴结构、工业机器人的 2 轴结构、工业机器人的 3 轴结构、工业机器人的 4 轴结构、工业机器人的 5 轴结构、工业机器人的 6 轴结构、工业机器人的机身结构、工业机器人的行走结构、工业机器人的驱动装置和传动单元;
• 工业机器人的运动学与动力学:工业机器人的连杆参数和齐次坐标变换矩阵。
• 工业机器人的控制系统:工业机器人控制装置、工业机器人驱动装置、工业机器人检测装置;
• 工业机器人的编程:工业机器人的编程方式、工业机器人的示教编程、工业机器人的编程语言、工业机器人的语言系统结构和基本功能、常用工业机器人编程语言、工业机器人的离线编程、工业机器人的离线编程仿真软件及编程示例;
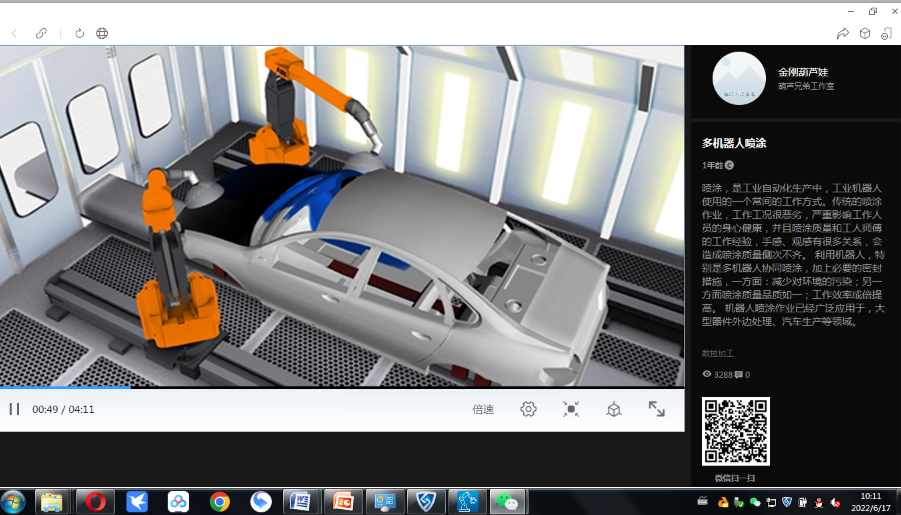
• 工业机器人的典型应用:焊接机器人的应用、搬运机器人的应用、码垛机器人的应用、涂装机器人的应用、装配机器人的应用;
• 提供汽车生产线工业机器人应用的高清视频。
★提供( 1 ) - ( 7 )项内容里不少于十张的课件知识点截图。
★ 2 、 PLC 编程教学课件资源
( 1 ) S7-1200PLC 的认知: S7-1200PLC 简介、 S7-1200PLC 工作原理及运行模式、 S7-1200PLC 特点、 S7-1200PLC 扩展功能、 PLC 应用技术人才培养;
( 2 ) TIA 博图软件的使用: TIA 博图集成软件开发平台、 TIA 博图集成软件简介、入门实例;
( 3 )控制单元的程序设计、指令编写、硬件选型和设计、课后思考与练习等内容。模块至少包括:八路抢答器、三相异步电机的星三角降压启动、运料小车往返控制、十字路口交通灯的控制、电动机组的启停控制、 HMI 控制液体混合、 G120 变频器的电机控制。
( 4 )小型自动化生产线的设计
课件资源具有产品的搬运、检测和传输分拣功能,整个系统由送料单元、机械手搬运单元、步进电机多点定位输送单元和传送带输送分拣单元等组成。具体的项目设计要求如下:
1 )本设计的要求使用通过触摸屏与控制台按钮操作,控制生产线的自动运行。生产线通电以后,系统自行检测初始状态是否满足运行条件,如不满足则自行复位或手动调整,若满足则触摸屏显示准备就绪;
2 )在准备就绪的情况下,按下启动按钮,生产线开始按顺序运行,供料单元开始工作,电机驱动转盘将工件送到物料台上;电机运行 10 秒后,若物料台光电开关没有检测到物料,说明已没有物料,开始报警;若检测到物料,则一号搬运机械手开始动作;
3 )物料台有料,一号机械手臂伸出并下降夹取工件,夹取到工件后机械手上升缩回并旋转到右侧限位;然后机械手伸出下降将工件放到步进电机输送单元的供料台上,一号搬运机械手恢复到初始状态,等待下一次运行;
4 )当步进电机输送单元传感器检测到供料台工件后,步进电机前往高度检测单元进行检测;到达后通过超声波传感器进行高度检测,检测完毕后;步进电机运行到二号搬运机械手位置;
5 )到达二号搬运机械手位置后;二号搬运机械手伸出、爪夹取工件,机架台上升,旋转到右限位,伸出手臂,机架台下降,手爪放松,将工件放到传送带上,同时二号搬运机械手复位;
6 )当传送带单元传感器检测到工件时,传送带开始工作,根据工件的颜色、材料进行分拣;分拣结束后,供料台回到供料位置,等待下一次运行。
( 5 )用户手册:包括与 S7-1200 、有关硬件、软件和通信的手册,数量不少于二十多种。
★投标时提供( 1 ) - ( 4 )项内容里不少于十张的课件知识点截图。
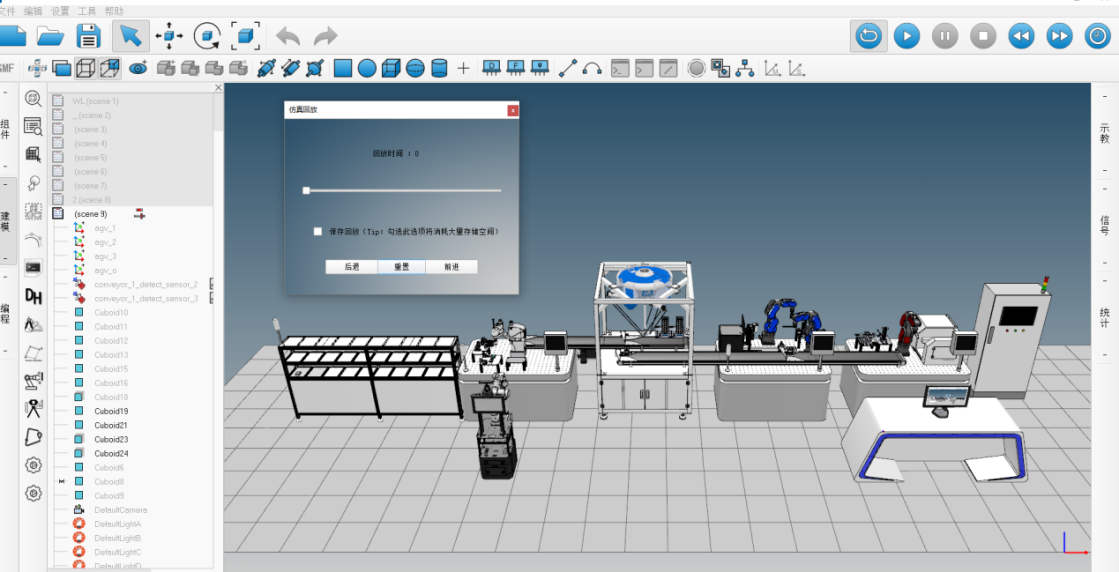
(二)智能制造生产线虚拟仿真系统软件

★正版全中文国产自主品牌软件,提供智能制造生产线虚拟仿真系统软件软件著作权证书,持续中文技术支持服务,软件可以使用所有功能模块;
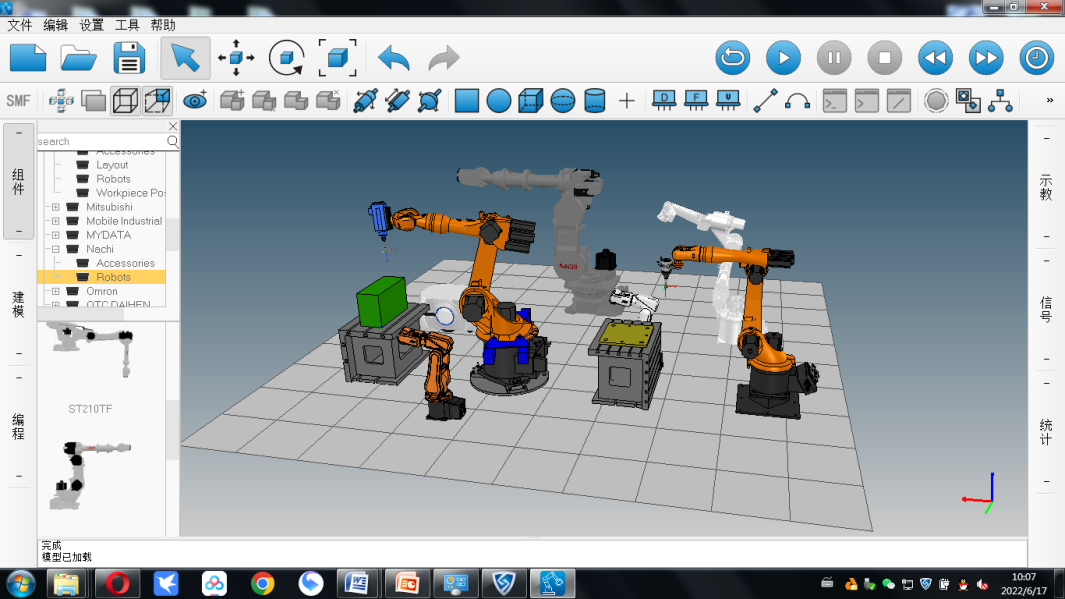
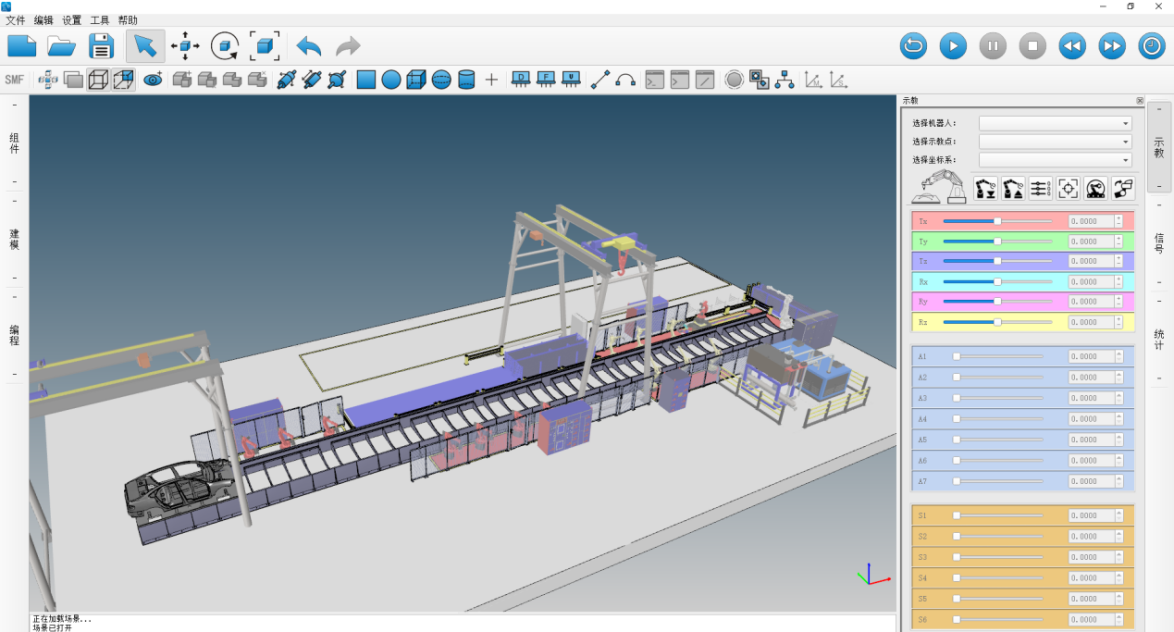
1 、支持超大场景带贴近真实渲染效果的生产线仿真,多任务场景管理、多视图显示切换,方便使用者观察和编辑。
2 、软件特有的组件模型库,包括各品牌机器人(参考品牌: ABB 、 KUKA 、 Fanuc 、 YASKAWA 、 Staubi 、埃夫特、埃斯顿、欢颜、傲博、珞石、李群、新时达等国内外众多品牌的机器人)、机床、传送带导轨、 AGV 小车及其他外围设备的模型组件;模型库支持机器人和组件的查找,组件库持续更新;
3 、支持用户自定创建并保存模型,支持包含: stp 、 step 、 igs 、 obj 、 stl 、 dxf 等标准 CAD 文件格式的文件输入和输出,并可根据机器人 DH 参数自定义创建串联机器人模型;
4 、支持串联、并联 Delta 及直角坐标系 SCARA 等不同结构类型的机器人及运动机构的建模及运动仿真和后置输出;
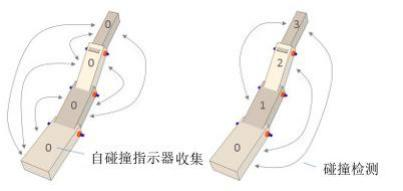
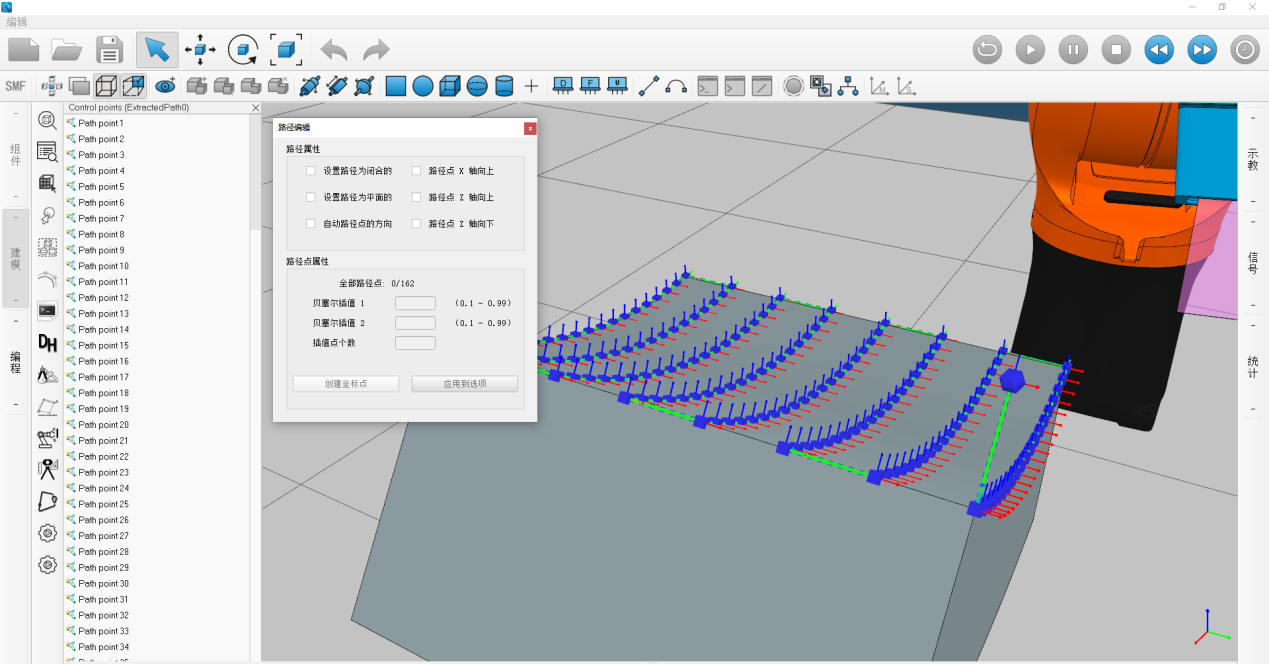
5 、具备完整的运动学逆解算法、运动组件碰撞检测、运动组件距离检测和运动路径规划的功能;
• 具备创建标准几何体的 CAD 编辑功能,可对导入的模型进行拆分、合并、编组、原始坐标系的重新定义,并可对已有的几何体进行精简和优化;支持几何体模型材质贴图,使模型外形更加真实;可对三维模型进行平移、旋转、自由缩放及自定义参数设置;
7 、支持工业机器人多种编程模式选择:如手持工具、手持工件(常规 TCP 、固定 TCP 、动态 TCP );
8 、具备离线编程功能:可根据 CAD 模型轮廓获取轨迹或点位,实现直线、圆弧、关节等插值功能;支持在编程时加入信号功能,并可输出产生后置程序代码文件( ABB , EFFORT , Mitsubishi , KUKA , AUBO , Fanuc , Kawasaki , Motoman , Yaskawa , Rokae 等品牌机器人的后置代码);
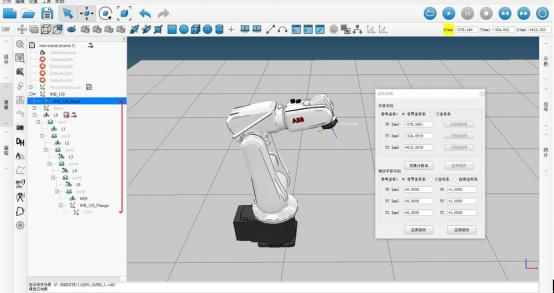
9 、具备通用虚拟机器人示教面板,可对机器人各关节轴、工具坐标系、基座坐标的设置和修改;
10 、支持工件校准功能(三点定位法),可根据真实现场加工件数据与理论模型的参数做对比自动调整工件的位置和轨迹;
11 、支持多轴机器人的运动、仿真和输出,如 4 轴、 5 轴、 6 轴、 7 轴、 8 轴、 9 轴、 11 轴等更多轴的变体运动机构的仿真模拟输出;
12 、支持机器人外部轴运动:如变位机、地轨等外围设备的运动仿真;
13 、支持多机器人协同工作,多机器人与机床及其他设备仿真运动;
14 、支持工装夹具、气动夹爪多种姿态的设定,如可将一个机器人夹爪定义成开或合的两种状态;
15 、具备快速拼装组件和搭建场景的功能,并可通过信号交互使各虚拟组件设备之间进行交互仿真;
16 、支持功能传感器仿真:如距离传感器、视觉传感器和力传感器;
17 、支持运动仿真中对工业机器人、机床的可达性、轴超限等进行检查;
18 、具备以时间轴为展示方式之一的仿真管理面板,以时间轴的方式同时展示仿真场景中一个或多个机器人及运动组件的顺序或倒序的仿真运行,体现相互等待关系和运行的起止时间、运行进度;
19 、支持视频录制功能,可实时对整个仿真过程进行录制并可输出保存到指定位置;
20 、生成的轨迹可进行分组管理,分组后,可对轨迹进行编辑的同一操作,
21 、提供物理引擎选择并支持动力学仿真;通过设置各对象的质量、质心位置等参数进行动力学计算;
22 、各种工业机器人应用仿真案例库:包括机器人分拣、码垛搬运、机器人焊接、机器人喷涂、机器人抛光打磨、机器人去毛刺、机器人激光融覆等实际应用等案例;
23 、支持与真实示教器的硬件直接连接,可与具备开发接口的机器人控制器直连( ABB 、 KUKA 、纳博特、固高、傲博等国内外品牌的控制器连接),可提供定制开发;
24 、提供开放机器人运动学接口,各种机器人与运动组件的运动学和行为逻辑可以通过系统内置模板或者 lua 语言撰写的脚本进行控制,支持包括数控机床、多个旋转轴的串联机器人、并联机器人、双臂机器人、直角坐标机器人、 AGV 小车、以及生产线上对应的工装夹具、传送带等辅助设施;
25 、支持远程客户端应用编程接口控制,提供 SDK 开发包;可通过 C/C++ 、 Python 、等语言进行远程控制,提供超过 300 种不同的应用编程接口函数。
26 、软件可以直接导入学校原有的工业机器人制作的三维格式文件,可利用三维展示学校原有的工业机器人教学实训设备,并实现教学实训任务的三维运动仿真。
27 、该系统须与校方提供的智能制造硬件系统建立一对一映射关系,实现数字孪生。
28 、多视角:提供多个视角查看自动化生产线单元状态,包含自动化生产线单元的三视图,环绕式视角,自由行走视角。
29 、节点图:提供运动机构节点图单独视角窗口,节点图窗口可拖曳,更便利的查看自动化生产线单元运行。
30 、运动模式:只显示当前位置与目标位置、以及机器人行走轴等运动机构。更清晰的查看自动化生产线单元的运行状态与动作。
31 、运动轨迹:提供上下料机器人的运动路径显示,一目了然的查看机器人的运动轨迹。
32 、单机操作:单机模式下,选择目标位置进行单机操作,单机操作包含上料 / 下料、取料 / 放料等 .
(三)实验室管理系统
1 、云智能实验室安全管理系统

本平台将无线传输、信息处理等物联网技术应用用于自动化远程控制。设备端运行状态、数据参数等上传至云平台。物联网系统的传感层、传输层和应用层关联掌握数据与分析数据。
(1) 电压、电流等模拟量数据显示。
(2) 输入开关监控,输出开关等数字量控制。
(3) 远程控制启停状态,给定输出电压值的。
(4) 显示输入输出电压值的历史数据
(5) 可按照日期、日间进行查询历史数进行查询。
(6) 报警信号为 PLC 主机模拟量采集数值或者开关量可以自由设定,如当模拟量输入超过设定电压时产生报警,通过物联网自动化应用软件将报警信号上传到云平台,通过云平台向设置的终端推送报警信号,每台设备可对应多个终端设备。
(7) 通过手机端可以实现远程控制 PLC 的输出及监视 PLC 的输入状态变化。
(8) 数据显示画面:画面显示输入电压数值,输出电压监控,开关状态输入,开关控制输出,以及云端连接二维码。
(9) 联网设置界面:设置现场数据连接云平台后台数据库管理。
★需提供云智能实验室安全管理系统软件著作权证书原件备查,并现场演示( 1 ) - ( 6 )项的功能。
2 、实验室智能电源管理系统
实训室总体智能电源管理系统由主电路、控制电路、检测保护电路、显示电路、语音报警电路等组成,整个实验室配置一套管理系统。
主要功能:
2.1 上电系统自测
( 1 )主电路及控制电路上电后对线路系统进行输入电压的过压、欠压;线路对地漏电;输出负载过流的检测,任一故障存在电源输出断开。
( 2 )故障内容有相应文字显示。
( 3 )对故障进行语音报警。
2.2 运行检测保护
( 1 )输入过压、欠压、输出过流、漏电,任一故障出现将自动跳闸,实施保护。
( 2 )对故障进行语音报警。
( 3 )保护阀值可进行现场设置。
2.3 漏电功能测试
( 1 )按下漏电测试按钮,装置会自动提供一个漏电测试信号,使保护器跳闸。
( 2 )重新进行上电进入自己检测状态,文字显示“开机检测中 .... ”,无故障情况下,实训室智能电源管理系统恢复供电。
2.4 过压保护
( 1 )运行中,出现输入过压,实训室智能电源管理系统将跳闸。
( 2 )对应的“过压相”进行文字显示。
( 3 )语音播报“线路过压,请注意”。
2.5 过流保护
( 1 )运行中,三相电源中任一相出现过流,实训室智能电源管理系统将跳闸。
( 2 )对应的“过流相”进行文字提示。
( 3 )语音播报“线路过流,请注意”
2.6 漏电保护
( 1 )运行中,三相中任一相出现漏电,实训室智能电源管理系统将跳闸。
( 2 )对“漏电”进行文字显示。
( 3 )语音播报“线路漏电,请注意”。
2.7 电源监控
( 1 )可对各相电压进行数值显示及曲线显示,显示精度± 5V
( 2 )可对各相电流进行数值显示及曲线显示,显示精度± 0.1A
( 3 )高压保护电压设置:
①设置范围 <300V ,输入 1A;
②动作时间: 2-5S ,输入单位 0.1S
( 4 )欠压保护电压设置:
①设置范围: >154V ,输入单位 1V
②动作时间: 2-5S ,输入单位 0.1S
(5) 过流保护电流设置:
①设置范围: <20A, 输入单位 0.01A;
②动作时间: 0.5-2S ,输入单位 0.1S
★投标时提供实验室管理系统软件著作权证书原件备查并现场提供 2.1-2.5 项功能的视频演示。
七、实训内容: (必达项须配备实训项目图纸)
(一)气动系统的安装与调试项目 :
选用该装置配置的单出杆气缸、单出双杆气缸、旋转气缸等气动执行元件和单控电磁换向阀、双控电磁换向阀和磁性开关等气动控制元件,可完成下列 气动技术 的工作任务:
1 、气动方向控制回路的安装;
2 、气动速度控制回路的安装;
3 、摆动控制回路的安装;
4 、气动顺序控制回路的安装;
5 、气动机械手装置的安装;
6 、气动系统安装与调试;
(二) 电气控制电路的安装和 PLC 程序编写项目 :
选用该装置配置的 PLC 模块、变频器模块和指令开关、传感器等,可完成下列 PLC 应用技术工作任务:
1 、电动机正反转控制电路的连接与控制程序编写;
2 、电动机调速控制电路的连接与控制程序编写;
3 、气动方向控制程序编写;
4 、气动顺序动作控制程序编写;
5 、气动机械手控制程序编写;
6 、皮带输送机控制程序编写;
7 、机电一体化设备控制程序编写;
8 、自动生产线控制程序编写。
(三)机电设备安装与调试项目
选用该装置配置的机电一体化设备部件、 PLC 模块、变频器模块和指令开关、传感器等,可完成下列机电设备安装和机电一体化技术的工作任务:
1 、传动装置同轴度的调整;
2 、皮带输送机的安装与调整;
3 、搬运机械手设备安装与调试;
4 、物件分拣设备的安装与调试;
5 、送料设备的安装与调试;
6 、自动生产线设备安装与调试。
(四)自动控制系统安装与调试项目
选用该装置配置的机电一体化设备部件、 PLC 模块、变频器模块和指令开关、传感器等,可完成下列机电设备安装和机电一体化技术的工作任务:
1 、多种传感器的安装与调试;
2 、机械手的自动控制;
3 、皮带输送机的自动控制;
4 、机电一体化设备的自动控制;
5 、 PLC 控制系统的安装与调试;
6 、自动生产线的安装与调试。
(五) PLC 工业通讯网络的安装及调试
系统选用三菱 PLC 主控制器,配合 FX3U-485BD 网络模块,基于本网络通信功能,可完成下列工业现场总线通信技术训练任务:
1 、 N:N 网络的硬件连接、调试
2 、 N:N 网络参数设置、调试
3 、基于多台 PLC 的复杂网络数据读写程序编写与调试
• 工业机器人的调试与应用
1 、工业机器人的应用;
2 、 PLC 的电气设计和应用;
3 、传感器的技术和应用;
4 、气动技术应用;
5 、触摸屏基本控制与设置;
6 、工业机器人本体与控制器的安装接线,工业机器人初始化与参数恢复;
7 、工业机器人应用夹具选择与设计工业机器人码垛应用编程与调试;
8 、工业机器人外围单元的电气连接与调试技术;
9 、整机系统和监控系统的数据交换电气连接与调试。
(七)流水线综合实训
模块式柔性自动化生产线实训系统 5 个工作站各自都有一套 PLC 主机,可分成 8 个完全独立的工作站进行实训,在对各单元生产工艺和电气控制系统的构成熟悉后,通过 PLC 编程可完成:
1 、传感器的应用;
2 、气动元件的应用;
3 、掌握 PLC 控制技术应用;
4 、工件上料程序控制;
5 、工件搬运程序控制;
6 、工件检测程序控制;
7 、工件搬运安装程序控制;
8 、工件分类程序控制;
9 、多工作工位程序、工作单元联网程序控制;
10 、机械手搬运控制、成废品分拣控制;
11 、成废品分拣控制;
12 、变频调速、传输带控制。




