

产品名称:
JGY-CX06 型 智能制造机械加工实训生产线
智能制造机械加工实训生产线实验装置
平面布置图
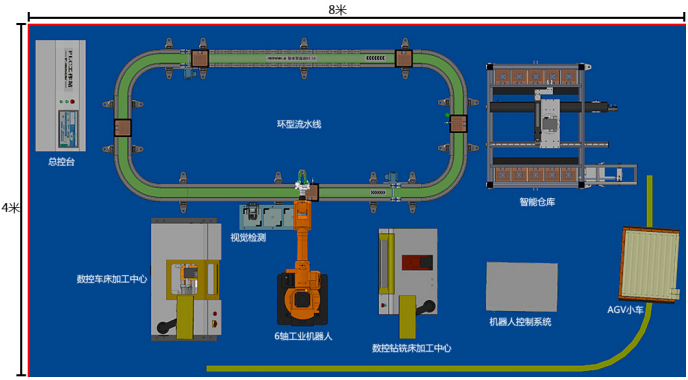
平面布置图
• 系统配置
1 、立体仓库单元
立体仓库单元的主要功能是为系统提供加工工件原材料和储存成品件两大仓储功能,采用三层货架储存单元货物,用相应的物料搬运设备进行货物入库和出库作业的仓库。
2 、环型流水线单元
环型流水线单元主要由铝合金型材基体、环行传输线、自动导向机构、变频调速系统、自动定位机构等组成。可完成对工件在不同速度下的输送,不同工位的自动定位。
3 、数控车床单元
数控车床加工中心单元用于整个工件的轴类部份的加工,采用自动门、自动装夹、四工位自动刀架、并有工件冷却加工系统,现实机加工件无人化 DNC 自动加工,配置伺服电机、工业级数控系统。
4 、数控铣床单元
立式数控铣床加工单元采用小型化,占地小,用于整个工件三轴联动。可用于雕刻、数控钻、数控铣等加工工艺,采用自动门、自动装夹等,现实机加工件无人化 DNC 自动加工,工业级数控系统。
5 、六自由度机器人单元
六自由度工业机器人、抓取机构、气爪等组成,主要完成对工件的提取及搬运到各数控加工单元、 AGV 小车搬运单元及工件视觉检测单元等。包含旋转( S 轴),下臂( L 轴)、上臂( U 轴)、手腕旋转( R 轴)、手腕摆动( B 轴)和手腕回转( T 轴) ,6 个关节合成实现末端的 6 自由度动作。
6 、四轴坐标机器人
四 轴 坐标机器人主要负责立体仓库的原材料入库与出库、成品零件的入库。够实现自动控制的、可重复编程的、多功能的、多自由度的、运动自由度间成空间直角关系、多用途的操作机。
7 、视觉检测单元单元
检测单元的主要功能是对工件的精度、外观形状品质是否合格,通过摄像头获取工件的图像,由图像处理器完成工件合格与否的判断,将不合格工件剔除,将合格的工件传送至下一单元,而将不合格的工件推送至废料槽。
8 、 RFID 系统单元
RFID 系统单元是一种非接触式的自动识别系统,它通过射频无线信号自动识别目标对象,用于对工件材料的信息记录,加工路径记录、产品追溯化管理,由 RFID 标签和 RFID 读写器组成,标签安装在工件放置的工装板上 - 记录该工装板上放置零件信息, RFID 读写器安装在工装板经过的每一个工位上,当工件到达该工位时系统可通过读写器,识别到该工件的运输及加工途径。每个传输工装板上都安装有 RFID 标签,在每个加工工位物料都需要进行识读操作,并将信息通过网络传输给服务器,实时的跟踪物料位置信息和仓储位置信息,做到物料、成品、半成品的可追溯性管理。
9 、 AGV 小车搬运单元
AGV 小车无人搬运车由机器人输送加工后的零件或从库房特定库架抓取零件, AGV 智能小车并依据方位计划运动途径,运行至装卸站 , 准停,主动将零件放置到装卸站缓冲区,由四轴坐标机器人卸货至立体仓库成品区或原材料区。实现线边设备和自动仓储的自动上下料功能,采用激光通讯传感器通讯,信号传输快捷方便;行走模组采用 PLC 控制, AGV 的 PLC 通讯, PLC 发送任务码给机器人,实现点位控制;主控通讯, AGV 整体与主控 PLC 通讯。
10 、 PLC 工作站单元
采用工业自动化主流 PLC , 可随意扩展, 配备触摸屏、 具备物联网接口 , 铝合金型材构成,连接牢固。
11 、总控台
总控平台主要由单相电网电压指示、电源控制部分、控制主机、状态指示灯、 15 英寸工业彩色触摸屏、 S7-1500 主机、电脑等组成,主要完成监视各分站的工作状态并协调各站运行,完成工业控制网络的集成。它带有电源总控制系统、视频监控系统,产线处的有数据均可从总控制台收集获取,可通过总控调度分配各个模块的工作职能。电源系统实施强弱电分开管理,待机休息及检修时要求强电关闭,控制、信号灯弱点部分完全独立运行。
• MES 生产制造管理软件
在整个系统的生产过程中,由 MES 生产管理系统制定下达各项生产计划任务,并实时地反映在 MES 上位机的监控画面上。下层制造系统将整个系统的工作状态及当前工件加工状态作自动统计,并实时传输到生产管理系统 MES 。具有计划、调度和实时监控等功能。能够实现和系统组态监控软件的集成,实时监视生产线的生产情况。学生可以通过该软件了解和学习生产型企业的生产物流管理的全过程,并可开展企业生产管理方面的相关培训。
13 、零部件周转拖盘
用于原材料及成品件的输送周转用,配合 RFID 系统及智能仓库、环型流水线中应用。实现送料,取料,输送周转功能;实现智能化工作与管理,并对每个环节的时间点、责任人等关键数据进行实时采集,汇集到统一的信息平台,最大限度的提高存储货物的能力。
七、整套系统功能
系统 由 MES 生产管理系统制定下达各项生产计划任务,并实时地反映在 MES 上位机的监控画面上。下层制造系统将整个系统的工作状态及当前工件加工状态作自动统计,并实时传输到生产管理系统 MES 。具有计划、调度和实时监控等功能。能够实现和系统组态监控软件的集成,实时监视生产线的生产情况。学生可以通过该软件了解和学习生产型企业的生产物流管理的全过程,并可开展企业生产管理方面的相关培训。 既能完成认知型和综合型实验实训,又能完成开发设计型实验实训,还能实现学生现场动手操作;对样件具有全程演示及生产能力;系统应具有全自动控制功能,能充分展示现代工业中进行数字化管理生产的各个环节;系统应具有单机独立控制、独立运行功能;系统应具有启停控制、动态作业计划调度、库存资源动态显示、系统故障诊断与处理、工件位置动态显示等等功能。该系统除能服务于工程训练实践教学环节外,还应能覆盖相关课程,并能进行相关的实践性教学环节,具体如下:
( 1 )可服务的相关课程
机器人技术基础与操作、机械制造基础、机械工程测试技术、机电传动控制、液压与气压传动、机器人技术与应用、机电一体化系统设计、数控技术、机电系统仿真、 CAD/CAM 、 PLC 原理及应用、数字化制造技术、机电设备故障诊断、制造技术、多轴数控加工技术、虚拟与仿真技术等,和其它相关课程。
( 2 )教学演示类项目
MES 上位机的监控演示、 柔性化加工系统演示、控制演示、机电控管一体化技术演示、自动传输系统演示、 AGV 搬运演示、机器人编程使用、产品自动仓储系统演示等等。
( 3 )综合训练类、设计类等项目
机械制造技术项目综合训练、机床检测综合实验、数字化技术项目综合训练、多轴数控技术项目综合训练、机电控制综合实验、机电一体化系统综合设计、机电一体化系统综合设计、工件传输线应用设计、工件装配项目应用设计、立体仓库应用设计、气压系统应用设计、系统供电方案应用设计、计算机辅助工艺规程设计、数据库应用及开发、总控系统的应用与开发、传感器应用与选择、 PLC 应用编程设计、 PLC 网格通讯应用、伺服驱动应用、人机界面编程设计、生产实习、毕业实习、毕业设计等等。
二、配置及参数
序号 |
名称 |
数量 |
规格型号 / 技术指标 |
||||||||||||||||||||||||
1 |
立体仓库单元 |
1 套 |
立体仓库单元总体要求: 实现仓库物料管理,配合 4 轴机械手进行取原材料 / 放置成品料操作 A. 机构设计: 1. 立体仓机架采用 >=40 的铝型材 2. 防护门:采用铝型材 + 有机琉璃 3. 底部支撑 : 采用 4 个可调升降金属脚杯 4. 电箱:采用钣金光亮烤白漆 5. 仓位数量 : 30 仓位 6. 仓位布局方式:三层两列分层式布局 7. 外型尺寸 :1500*1200*1700mm B.PLC 控制系统: 1. 通信端口:以太网 2.I/O 点: >=32 点 3. 输入类型: NPN/PNP 4. 输出类型:晶体管输出 5. 电源规格: DC24V 6. 程序容量: 100K 7.CPU 处量速度 >=0.26us 8.PLC 尺寸: 100*180*75mm 9. 托盘检测方式:传感器 C. 其它 1. 仓位检测方式: NPN 接近开关 2. 仓位工件检测:触摸屏显示 3. 托盘工尺寸 :150*150*12mm 4. 托盘夹持方式:铝合金顶托方式或气缸夹持方式 5. 托盘检测方式:电子标签 |
||||||||||||||||||||||||
2 |
环型流水线单元 |
1 套 |
环型流水线单元总体要求: 环型流水线根据实际工厂生产过程中流水线物料循环,完成整个流水线的产品的整体循环流动。 A. 机构设计: 1. 流水线固定机架采用 60*40 铝型材 ABCD 四线组成,两根传动带将工件托盘在循环方向传送。 2. 底部支撑 : 采用可调升降金属脚杯 3. 联接方式:链条联接 4. 整体外型尺寸 :3500*1500mm 5. 上料下料阻挡机构:气缸方式 B. 技术参数: 1. 交流电机功率 >=200W 2. 电机驱动方式: PLC 控制驱动 3. 输送速度 :1-7 米 / 分钟 |
||||||||||||||||||||||||
3 |
数控车床 |
1 台 |
1. 床身回转直径: 400MM 2. 加工工件长度: 300MM 3. 刀架车削直径: 110MM 4. 加工棒料直径: 40MM 5. 螺纹加工范围: 0.1--10MM 6. 主轴正反转转速范围: 0---2500min 7. 纵向行程( Z 轴 ) : 400mm 8. 横向行程( X 轴 ) : 235mm 9.Z 轴纵向快进速度(无极): 0--10000min/mm 10.X 轴横向快进速度(无极 ) : 0---8000min/mm 11. 最大刀具尺寸: 20*20mm 12. 最小移动单位 (X/Z) : 0.001/0.001mm 13. 最小输入单位( X/Z) : 0.001mm 14. 加工零件圆度:≥ 0.005mm 15. 加工零件表面粗糙度 : ≤ Ra0.8um (有色金属 ) ≤ Ra1.6um (钢件) 16. 主电机功率 : 4KW 电机 17. 主电机转速 : 10---2500 /min 18. 进给电机功率( X 轴 /Z 轴): 1.2\1.8KW 伺服电机 19. 刀架:四工位电动刀架或排刀 20. 主轴端部形式 : 弹簧夹头 21. 机床外形尺寸(长 / 宽 / 高 ) : 1850mm × 950mm × 1500mm 22. 机床净重 :850Kg 23. 广数 GSK980TB 系统 |
||||||||||||||||||||||||
4 |
数控铣床 |
1 台 |
( 一 ) 设备特点 1 、配有气动工装夹具和自动推拉门,全封闭防护结构;采用透明有机玻璃与金属钣金全封闭结构,使用 220 伏电压、床身使用优质铸铁材料铸造、采用高精度研磨滚珠丝杆; 2 、配有电子手轮(手脉)、手动操作及对刀操作更方便灵活,配有 Led 工作灯; 3 、主要加工材料有:钢、铁、铜、铝、 PVC 塑料等材料; ( 二 ) 设备参数 电机功率: 1100W 最大钻孔直径: 20mm 立铣能力: MAX:20mm 面铣能力: MAX:53 主轴手动升降行程: 185m 主轴锥度: MT2/M10 套筒行程: 52mm 偏转角度:± 90 度 主轴转速: 50-2500rpm Z 轴行程: 280mm Y 轴行程: 160mm X 轴行程: 320/520mm T 型槽 / 槽柜: 320/520mm 工作台长度: 500/700mm 数控系统:广数 GSK980MDC 系统 规格: 1100 × 720 × 1700mm |
||||||||||||||||||||||||
5 |
六自由度机器人单元 |
1 套 |
六自由度六轴机器人其最大负载可达 20kg, 拥有 1850mm 臂展,含控制器和示教器。采用轻量式手臂设计,机械结构紧凑、简洁,在高速运动状态下,能够在狭小工作空间内进行灵活作业,满足柔性化生产需要 。具有六个自由度的灵活性,对上下料、注塑、压铸、装配、涂胶、打磨、检测等场景能够使用。 防护等级高—手腕 IP54 、本体 IP50, 防尘防水 精度高一重复定位精度± 0.05mm 。 主要规格 臂展 (mm) : 1850 重复精度 (mm) :± 0.05 最大负载 (KG) : 20 电源容量 (KVA) : 6.2 本体净重 (KG) :约 230
|
||||||||||||||||||||||||
6 |
机器人底座 / 末端夹爪 |
1 套 |
机器人底座 1. 材质: A3 板 + 圆管焊接 2. 表面处理:喷漆工艺 3. 安装方式:固定地面 4. 作用:固定机器人,确保机器人运行稳定、无晃动现象 末端夹爪 1. 宽型夹爪气缸径:≥ 25mm 2. 行程:≥ 50mm |
||||||||||||||||||||||||
7 |
四轴坐标机器人 |
1 套 |
四轴坐标机器人总体要求: 四轴坐标机器人根据上位机指令,按指定仓位抓取装有原材料的托盘,放置到流水线上。 A. 机构设计: 1. 轴机架采用 >=40 铝型材 2.X/Y/Z/A 轴均采用交流伺服电机 3. 采用研磨级滚珠螺杆 4. 联轴器:材质 6060-T6 ,表面处理方式:细少光亮阳极 5. 减速器 1 : 100 B. 技术参数: 1.X 轴行程 0-900mm 2.Y 轴行程 0-190mm 3.Z 轴行程 0-600mm 4.A 轴行程 0-340 度 5.X/Z/A 轴伺电机 400W , 1.27Nm,3000 转 / 分钟 6.Y 轴伺服电机 200W , 0.64Nm , 3000 转 / 分钟 C.PLC 控制系统: 1. 通信端口:以太网 2.I/O 点: >=32 点 3. 输入类型: NPN/PNP 4. 输出类型:晶体管输出 5. 电源规格: DC24V 6. 程序容量: 100K 7.CPU 处量速度 >=0.26us 8.PLC 尺寸: 100*180*75mm D. 触摸屏: 液晶屏 7 寸,背光 LED ,显示颜色 65535 真彩,分辨率 1024 × 600 ,显示亮度 200cd/m2, 触摸屏电阻式,输入电压 24 ± 20%VDC , 额定功率 5.5W , 处理器不低于 Cortex- A8/600MHz ,内存 120M ,系统存储 128M ,电铁存储可扩展, SD 卡存储可扩展,组态软件,外部接口:串行接口 COM1 ( RS232 ), COM2 ( RS485 ) USB 接口;以太网接口 10/100M 自适应; 通过与 PLC 通信,控制立体仓与四轴坐标机器人动作。 |
||||||||||||||||||||||||
8 |
视觉检测单元单元 |
1 套 |
相机 1. 有效像素≥ 30 万 2. 色彩:彩色 3. 像元尺寸:≥ 2.2 * 2.2um 4. 镜头接口: C-Mount 5. 滤光片:≥ 650nm 6. 信噪比:≥ 40dB 7. 动态范围:≥ 60dB 8. 快门类型:卷帘曝光 9. 曝光时间: Bayer 格式:≥ 16 μ s~1sec ;其他格式:≥ 28 μ s~1sec 10. 曝光控制:自动 / 手动 11. 数据接口: USB3.0 12. 数据格式: Mono 8/10/12 , Bayer GR 8/10/10p/12/12p , YUV422_YUYV_Packed , YUV422_Packed , RGB8 镜头 1. 焦距:≥ 12mm 2. 像面最大尺寸:≥ 1/1.8 "(φ 9mm ) 3. 镜头光圈:≥ F2.8~F16 4. 镜头视角( DHV ):≥ 1/1.8 ": 39.8 °, 33.2 °, 22.5 ° 5. 光学畸变:≤ -0.005% 6. 法兰后焦:≥ 17.526mm 7. 最近摄距:≥ 0.1m 8. 滤镜螺纹:≤ M27 * 0.5 软件功能 1. 包括:有无 / 正反检测、颜色 / 位置判断、定位、 2D 尺寸测量、 ID 识别、字符识别等; 软件定位功能 1. 功能数量:≥ 10 个,包括快速特征匹配、高精度特征匹配、圆查找、 Blob 分析、卡尺工具、边缘查找、边缘交点、平行线查找等; 软件工具 1. 测量工具:≥ 10 个,包括线圆测量、线线测量、圆拟合、直线拟合、像素统计、直方图工具等; 2. 标定工具:≥ 6 个,包括标定板标定、 N 点标定、畸变标定等; 3. 对位工具:≥ 4 个,包括相机映射、点集对位等; 4. 图像处理工具:≥ 10 个,包括图像组合、形态学处理、图像滤波、图像增强、清晰度评估、仿射变换、圆环展开等; 5. 逻辑工具:≥ 10 个,包括条件检测、格式化、字符比较、点集、耗时统计等; 6. 识别工具:≥ 4 个,包括条码识别、二维码识别等; 通信方式: 支持 Modbus 通信、 PLC 通信、 IO 通信等。 |
||||||||||||||||||||||||
9 |
RFID 单元 |
1 套 |
RFID 系统单元总体要求: RFID 系统单元通过读取周转盘上物料的电子标签,识别出物料标识,提交数据给上位机,由上位机进行相应动作 技术参数 1. 工作频率: 13.56MHz 2. 支持标准: SO/IEC 15693/ISO 18000-3M1 3. 工作电压: +12V~+24V DC 4. 射频输出功率: 0.1W 5. 最大功耗: 1W 6. 读卡提示:指示灯(读卡时指示灯闪烁) 7. 读卡距离: 1cm 8. 通信接口: RS485 9. 通信协议: Modbus 10. 防护等级: IP67 11. 工作温度:- 10 ° C ~ +65 ° C 12. 尺寸 (L × W × H) : Ø30 × 75mm |
||||||||||||||||||||||||
10 |
AGV 智能小车 |
1 套 |
1. 导航类型:磁导航 2. 驱动形式:差速驱动 3. 控制方式: PLC 可编程控制器、单片机 4 .负载方式:背部承载 5. 行走速度: 0~40m/min 6. 爬坡能力 ≤ 2 度 7. 停止精度 ± 10mm 8. 导航精度 ± 10mm 9. 续航时间 4-8H 10. 充电方式 手动充电 / 自动充电 1. 人机交互 :触摸屏人机界面交互 12. 报警形式:声光报警 13. 通信方式:射频网络 14. 动力电池:优质免维护电池 15. 安全防护:避障传感器 + 安全防撞条保险杠 + 急停按钮 |
||||||||||||||||||||||||
11 |
PLC 工作站单元控制系统 |
1 套 |
概要 1. 电源类别: DC24V 2. 消耗功率: 10W 3. 输入规格: DC24V( 漏型 / 源型 ) 4. 输出规格:继电器 配置 1. 输入点数:≥ 30 2. 输出点数:≥ 26 3. 以太网接口: 100M ,≥ 1 路,(支持 TCP/UDP/ISO_on_Tcp 以及 ModbusTCP 通信 , 最多可以带 16 个 IO Device ) 4.485 通信模块:≥ 1 路,( Modbus 寻址支持最大 247 个从站, MODBUS RTU 通信协议支持,变频器通信,简易 PLC 间链接) 5.RS232 通信模块:≥ 1 路,支持 ASCII 协议 6. 模拟量输入:≥ 2 路,电压 DC0-10V ,精度(环境温度 0-50 ℃)± 1% 7. 工作存储器: 100kB 8. 装载存储器: 4MB 9. 使用环境温度: -20 ℃ -55 ℃ 无冻结 10. 使用环境湿度: 5-95%RH ,无结露 |
||||||||||||||||||||||||
12 |
总控台 |
1 套 |
概要 总控台包含 PLC 电气控制及 I/O 通讯系统,主要负责周边设备及机器人控制,实现智能制造单元的流程和逻辑总控;触摸屏负责人机介面,设置运行数据 配置 1. 尺寸:≥ 1100mm*500mm*1100mm 2. 材质:钣金喷漆工艺 3. 颜色:可定制 4 .液晶屏 15 寸 5 .背光 LED 6 .显示颜色 65535 真彩 7 .分辨率 1024 × 600 8 .显示亮度 200cd/m2 9 .摸屏电阻式 10 .电压 24 ± 20%VDC 11 .功率 5.5W 12 .不低于 Cortex- A8/600MHz 13 . 20M ,系统存储 128M 。铁存储可扩展, SD 卡存储可扩展,组态软件 MCGS 嵌入版 |
13 |
MES 生产制造管理软件 |
1 套 |
在整个系统的生产过程中,由 MES 生产管理系统制定下达各项生产计划任务,并实时地反映在 MES 上位机的监控画面上。下层制造系统将整个系统的工作状态及当前工件加工状态作自动统计,并实时传输到生产管理系统 MES 。具有计划、调度和实时监控等功能。能够实现和系统组态监控软件的集成,实时监视生产线的生产情况。学生可以通过该软件了解和学习生产型企业的生产物流管理的全过程,并可开展企业生产管理方面的相关培训。 |
14 |
装配单元 |
1 套 |
• 装配站采用铝木结构 ,规格: 800 *300*780mm ; • 装配台面设置有三个装配工位,用于固定托盘; 3 、环形流水线运送托盘带工件到指定位置,机械手从环型流水线上抓取托盘放置在装配台上,机械手再抓取工件至数控车床、数控铣床进行加工,加工完成后在装配台上进行组装,组装完成后,机械手将 托盘带动组装完的工件放置在环形传送带上运行至下一站,限位检测传感器检测托盘到位后,启动传送带运行。 |
15 |
零部件周转托盘 |
10 套 |
零部件周转托盘总体要求: 零部件周转托盘功能:放置原材料在上面,然后零部件周转托盘在流水线上移动,移动到相关工位时,机械手定位取零部件周转托盘上的原材料 技术参数 1. 尺寸长 * 宽: 180*180mm 2. 材质: POM 3. 周转盘上固定有 4 个有导向轴承 |
16 |
智能监控系统 |
1 套 |
1. 像素:≥ 200W 2. 焦距:≥ 4mm 3. 存储编码 H.264 4. 供电电压:符合国家统一要求 5. 传输方式:支持以太网等主流传输方式 |
17 |
视觉检测 PC |
1 套 |
1.CPU :≥八核,主频≥ 10 代 I5 2. 硬盘:≥ 1TB+256G 3. 内存:≥ 16G 4. 显卡:≥ 1060ti 5.WIFI :有 6. 显示器:≥ 21.5 英寸 |
18 |
前端显示器 |
1 套 |
液晶面板 1. 屏幕尺寸:≥ 75 寸 2. 显示类型: LED 3. 分辨率:≥ 3840*2160 4. 可视角度:≈ 180 度 5. 安装方式 : 固定或移动支架 触控面板 1. 触摸面板:≥ 4mm 防眩光钢化玻璃 2. 触摸技术:红外触控 3. 触摸点数:≥ 20 点 4. 触摸分辨率:≥ 32768 * 32768 5 触摸精度:≥ 2mm 6. 响应时间:≥ 5ms 7. 支持系统: Android/Win7/Win8/Win10 操作系统 1. 双系统运行: windows7+android 2.Android 版本:≥ 6.0 3.CPU/GPU Cortex :≥ A53*4 1.5GHz , T720MP2 4. 处理器核数:≥八核 5. 机身内存:≥ 8G ROM 6. 运行内存:≥ 2G RAM 7. 可扩展存储:≥ 128G 主控机 1. 主频:≥ 2.7GHz 2. 内存:≥ 4G DDR3 3. 硬盘:≥ SSD 128G 4. 显卡:集成显卡或独立显卡 5.WiFi :支持 6.USB 接口 : ≥ 6 个 , 其中 USB3.0 ≥ 3 个 7.HDMI :≥ 1 个 8 . VGA :≥ 1 个 9. 网口:≥ 1 个 |
19 |
摆动气缸夹具 |
1 套 |
规格: 16mm; 额定摆动角度: 180 度;输出轴: FH 法兰轴,中空;位置感测: A 用于接近式感测 |
20 |
安全防护钢化围栏 |
1 套 |
中央隔离护栏 : 1 、总长度 26 米。 2 、护栏高度 1200 ㎜,长度 1000 ㎜; 3 、护栏的组成:立柱 80 × 80 × 2 :下横杆槽钢: 60 × 40 × 3 ( 折弯机折弯 ) ;上横杆钢板连接片 50 × 5 ;∩型杆¢ 16 方钢; 4 、加工前各单体平整 , 清除铁刺锈迹等; 5 、面板材料: 12mm 钢化透明玻璃。 |
21 |
刀具及附件 |
1 套 |
0.6 帕 65 升静音空压机一台; 以下刀具各配 3 套: A) 、 6 件套硬质合金铣刀( 2mm\4mm\6mm\8mm\10mm\12mm 共 6 把),数控铣床用 B )硬件合金车刀, 7 件套,数控车床用 |
22 |
加工耗材 |
1 套 |
1. 白色 POM 棒φ 40*60 ( 20 根) 2. 红色 POM φ 40*60 ( 20 根) 3. 蓝色 POM 棒φ 40*60 ( 20 根) 4. 黑色 POM 棒φ 40*60 ( 20 根) 5. 铝棒φ 40*60 ( 20 根) |
23 |
数字孪生技术实训系统 |
1 套 |
1. 系统采用正版全中文国产自主品牌仿真系统引擎,代码完全自主可控, license 网络授权服务器在中国本土; 2. ★支持超大场景带贴近真实渲染效果的生产线仿真,多任务场景管理、多视图显示切换,方便使用者观察和编辑。 3. 软件特有的组件模型库,包括各品牌机器人(参考品牌: ABB 、 KUKA 、 Fanuc 、 YASKAWA 、 Staubi 、埃夫特、埃斯顿、欢颜、傲博、珞石、李群、新时达等国内外众多品牌的机器人)、机床、传送带导轨、 AGV 小车及其他外围设备的模型组件;模型库支持机器人和组件的查找,组件库持续更新; 4. ★支持用户自定创建并保存模型,支持包含: stp 、 step 、 igs 、 obj 、 stl 、 dxf 等标准 CAD 文件格式的文件输入和输出,并可根据机器人 DH 参数自定义创建串联机器人模型; 5. 支持串联、并联 Delta 及直角坐标系 SCARA 等不同结构类型的机器人及运动机构的建模及运动仿真和后置输出; 6. ★具备完整的运动学逆解算法、运动组件碰撞检测、运动组件距离检测和运动路径规划的功能; 7. 具备创建标准几何体的 CAD 编辑功能,可对导入的模型进行拆分、合并、编组、原始坐标系的重新定义,并可对已有的几何体进行精简和优化;支持几何体模型材质贴图,使模型外形更加真实;可对三维模型进行平移、旋转、自由缩放及自定义参数设置; 8. 支持工业机器人多种编程模式选择:如手持工具、手持工件(常规 TCP 、固定 TCP 、动态 TCP ); 9. 具备离线编程功能:可根据 CAD 模型轮廓获取轨迹或点位,支持在编程时加入信号功能,并可输出产生后置程序代码文件( ABB , EFFORT , Mitsubishi , KUKA , AUBO , Fanuc , Kawasaki , Motoman , Yaskawa , Rokae 等品牌机器人的后置代码); 10. 具备通用虚拟机器人示教面板,可对机器人各关节轴、工具坐标系、基座坐标的设置和修改; 11. ★支持多轴机器人的运动、仿真和输出,如 4 轴、 5 轴、 6 轴、 7 轴、 8 轴、 9 轴、 11 轴等更多轴的变体运动机构的仿真模拟输出; 12. 支持机器人外部轴运动:如变位机、地轨等外围设备的运动仿真; 13. 支持多机器人协同工作,多机器人与机床及其他设备仿真运动; 14. 支持工装夹具、气动夹爪多种姿态的设定,如可将一个机器人夹爪定义成开或合的两种状态; 15. ▲具备快速拼装组件和搭建场景的功能,并可通过信号交互使各虚拟组件设备之间进行交互仿真; 16. ▲支持功能传感器仿真:如距离传感器、视觉传感器和力传感器; 17. 支持运动仿真中对工业机器人、机床的可达性、轴超限等进行检查; 18. ★具备以时间轴为展示方式之一的仿真管理面板,以时间轴的方式同时展示仿真场景中一个或多个机器人及运动组件的顺序或倒序的仿真运行,体现相互等待关系和运行的起止时间、运行进度; 19. 支持视频录制功能,可实时对整个仿真过程进行录制并可输出保存到指定位置; 20. ▲提供物理引擎选择并支持动力学仿真;通过设置各对象的质量、质心位置等参数进行动力学计算; 21. ★各种工业机器人应用仿真案例库:包括机器人分拣、码垛搬运、机器人焊接、机器人喷涂、机器人抛光打磨、机器人去毛刺、机器人激光融覆等实际应用等案例; 22. ▲提供开放机器人运动学接口,各种机器人与运动组件的运动学和行为逻辑可以通过系统内置模板或者 lua 语言撰写的脚本进行控制,支持包括数控机床、多个旋转轴的串联机器人、并联机器人、双臂机器人、直角坐标机器人、 AGV 小车、以及生产线上对应的工装夹具、传送带等辅助设施; 23 ★支持远程客户端应用编程接口控制 , 可通过 C/C++ 、 Python 、等语言进行远程控制,提供超过 300 种不同的应用编程接口函数。 24. ▲软件可以直接导入学校原有的工业机器人制作的三维格式文件,可利用三维展示学校原有的工业机器人教学实训设备,并实现教学实训任务的三维运动仿真。 25. ★该系统须与硬件系统建立一对一映射关系,实现数字孪生。 26. 多视角:提供多个视角查看自动化生产线单元状态,包含自动化生产线单元的三视图,环绕式视角,自由行走视角。 27. 节点图:提供运动机构节点图单独视角窗口,节点图窗口可拖曳,更便利的查看自动化生产线单元运行。 28. 运动模式:只显示当前位置与目标位置、以及机器人行走轴等运动机构。更清晰的查看自动化生产线单元的运行状态与动作。 29. 运动轨迹:提供上下料机器人的运动路径显示,一目了然的查看机器人的运动轨迹。 30. 单机操作:单机模式下,选择目标位置进行单机操作,单机操作包含上料 / 下料、取料 / 放料等。 31. 同步仿真:与实体机器人联机,真实机器人轴数据与虚拟仿真界面数据实时同步,具备虚拟环境与真实运行同步仿真功能。 32. 设备操作:通过软件系统可对真实设备进行启动、复位、急停控制操作。支持与 OPC UA 标准的 PLC 通信连接进行单站的 PLC 虚拟联调,可与 PLC 编程软件交互通信。 ★投标时提供数字孪生技术实训系统软件著作权证书原件备查,并提供不少于十张的软件截图。 |
24 |
云智能实验室安全管理系统 |
1 套 |
本平台将 无线传输 、信息处理等 物联网技术 应用用于自动化远程控制。设备端运行状态、数据参数等上传至云平台。 物联网 系统的传感层、传输层和应用层关联掌握数据与分析数据,整个实训室配置一套管理系统。 • 电压、电流等模拟量数据显示 • 输入开关监控,输出开关等数字量控制。 • 远程控制启停状态,给定输出电压值的。 • 显示输入输出电压值的历史数据 • 可按照日期、日间进行查询历史数进行查询。 • 报警信号为 PLC 主机模拟量采集数值或者开关量可以自由设定,如当模拟量输入超过设定电压时产生报警,通过物联网自动化应用软件将报警信号上传到云平台,通过云平台向设置的终端推送报警信号,每台设备可对应多个终端设备。 • 通过手机端可以实现远程控制 PLC 的输出及监视 PLC 的输入状态变化。 • 数据显示画面:画面显示输入电压数值,输出电压监控,开关状态输入,开关控制输出,以及云端连接二维码。 • 联网设置界面:设置现场数据连接云平台后台数据库管理。 ★投标文件里提供( 1 ) - ( 9 )项内容相符的系统截图或照片。 ★为避免可能产生的产权纠纷需提供相关软件证书扫描件,原件备查。 |
25 |
电源安全管理系统 |
1 套 |
实训室总体智能电源管理系统由主电路、控制电路、检测保护电路、显示电路、语音报警电路等组成。 主要功能: ( 1 )上电系统自测 1 )主电路及控制电路上电后对线路系统进行输入电压的过压、欠压;线路对地 i 一漏电;输出负载过流的检测,任一故障存在电源输出断开。 2 )故障内容有相应文字显示。 3 )对故障进行语音报警。 ( 2 )运行检测保护 1 )输入过压、欠压、输出过流、漏电,任一故障出现将自动跳闸,实施保护。 2 )对故障进行语音报警。 3 )保护阀值可进行现场设置。 ( 3 )漏电功能测试 1 )按下漏电测试按钮,装置会自动提供一个漏电测试信号,使保护器跳闸。 2 )重新进行上电进入自己检测状态,文字显示“开机检测中 .... ”,无故障情况下,实训室智能电源管理系统恢复供电。 ( 4 )过压保护 1 )运行中,出现输入过压,实训室智能电源管理系统将跳闸。 2 )对应的“过压相”进行文字显示。 3 )语音播报“线路过压,请注意”。 ( 5 )过流保护 1 )运行中,三相电源中任一相出现过流,实训室智能电源管理系统将跳闸。 2 )对应的“过流相”进行文字提示。 3 )语音播报“线路过流,请注意” ( 6 )漏电保护 1 )运行中,三相中任一相出现漏电,实训室智能电源管理系统将跳闸。 2 )对“漏电”进行文字显示。 3 )语音播报“线路漏电,请注意”。 ( 7 )电源监控 1 )可对各相电压进行数值显示及曲线显示,显示精度± 5V 2 )可对各相电流进行数值显示及曲线显示,显示精度± 0.1A 3 )高压保护电压设置: ①设置范围 <300V ,输入 1A; ②动作时间: 2-5S ,输入单位 0.1S 4 )欠压保护电压设置: ①设置范围: >154V ,输入单位 1V ②动作时间: 2-5S ,输入单位 0.1S 5) 过流保护电流设置: ①设置范围: <20A, 输入单位 0.01A; ②动作时间: 0.5-2S ,输入单位 0.1S ★投标文件里提供( 1 ) - ( 5 )项内容相符的截图或照片。 |
26 |
智能制造生产线虚拟仿真系统软件 |
1 套 |
( 1 )仿真系统支持 ABB 、 KUKA , Fanuc 、安川、新松、埃夫特、广州数控、熊猫、斯陶比尔、 UR (优傲)、傲博等多种机器人,提供 50 种以上的各品牌机器人模型和大量生产线组件库; ( 2 )支持多种格式的三维 CAD 模型,可导入扩展名为 step 、 igs 、 stl 等格式; ( 3 )可通过导入 CAD 模型快速生成运动组件,并对组件特征树进行操作和修改 ; ( 4 )支持关节型机器人、 Delta (空间三自由度并联机构机器人)、 SCARA (平面关节型机器人)、直角坐标等各种结构的机器人; ( 5 )允许通过专用的模板和程序语言定制各种机器人和自动化工具的运动控制。算法支持包含 3-5 轴的通用机床、 3-6 个旋转轴的串联,并联,双臂, AGV 小车,等机器人及生产线上对应的工装夹具,传送带,变位机,导轨等辅助设备; ( 6 )提供工业机器人虚拟教学模块,能够通过虚拟示教器对机器人的手动操作以及程序代码的自动运行,也能直连客户指定的实际示教器; ( 7 )提供强大的 API 功能支持,允许开展大量机器人机构的自动化应用。可进行仿真和应用于程序机器人取放物体和应用于复杂的多机器人同步运动等; ( 8 )包含丰富的轨迹调整优化工具包,如碰撞检查、工业机器人可达性、姿态奇异点、轴超限等; ( 9 )支持多机器人同步运动仿真,能够实现 5 个及以上机器人与外部轴的同步运动; ( 10 )具有自动化生产线仿真功能,包含码垛机、 AGV 小车、串联机器人在内的功能模块; ( 11 )真实的模拟效果(如焊接火花效果、喷漆上色效果、雕刻效果); ( 12 )提供多视角的观察,并可实现运动视角镜头追踪; ( 13 )支持虚拟传感器的建模与仿真,支持视觉,激光距离,力传感等传感器的仿真,效果接近真实传感器的效果; ( 14 )场景中的物理实体具有真实世界中的物体的物理效果,可以进行碰撞检测并具备刚体运动的效果,具备设置重力,摩擦系数等参数能力,并能根据这些参数模拟物体的真实运动效果,用户可以按照真实世界中的逻辑对场景进行建模,减少了建模的复杂性。 ( 15 )具有离线编程功能,支持 ABB ,三菱, Fanuc ,安川,川崎等品牌机器人的代码; ( 16 )可生成仿真运动视频( AVI 或者 Mp4 格式)并导出。 正版软件,需提供智能制造生产线虚拟仿真系统软件著作权证书原件备查,并提供不少于十张的软件截图。 |
27 |
教学课件资源 |
1 套 |
★ 1 、工业机器人课程资源 ( 1 )工业机器人的概述:工业机器人的定义、发展与应用、基本组成及技术参数、工业机器人的分类; ( 2 )工业机器人的机械系统:工业机器人的 1 轴结构、工业机器人的 2 轴结构、工业机器人的 3 轴结构、工业机器人的 4 轴结构、工业机器人的 5 轴结构、工业机器人的 6 轴结构、工业机器人的机身结构、工业机器人的行走结构、工业机器人的驱动装置和传动单元; ( 3 )工业机器人的运动学与动力学:工业机器人的连杆参数和齐次坐标变换矩阵。 ( 4 )工业机器人的控制系统:工业机器人控制装置、工业机器人驱动装置、工业机器人检测装置; ( 5 )工业机器人的编程:工业机器人的编程方式、工业机器人的示教编程、工业机器人的编程语言、工业机器人的语言系统结构和基本功能、常用工业机器人编程语言、工业机器人的离线编程、工业机器人的离线编程仿真软件及编程示例; ( 6 )工业机器人的典型应用:焊接机器人的应用、搬运机器人的应用、码垛机器人的应用、涂装机器人的应用、装配机器人的应用; ( 7 )提供汽车生产线工业机器人应用的高清视频。 ★ 2 、 PLC 编程教学课件资源 ( 1 ) S7-1200PLC 的认知: S7-1200PLC 简介、 S7-1200PLC 工作原理及运行模式、 S7-1200PLC 特点、 S7-1200PLC 扩展功能、 PLC 应用技术人才培养; ( 2 ) TIA 博图软件的使用: TIA 博图集成软件开发平台、 TIA 博图集成软件简介、入门实例; ( 3 )控制单元的程序设计、指令编写、硬件选型和设计、课后思考与练习等内容。模块至少包括:八路抢答器、三相异步电机的星三角降压启动、运料小车往返控制、十字路口交通灯的控制、电动机组的启停控制、 HMI 控制液体混合、 G120 变频器的电机控制。 ( 4 )小型自动化生产线的设计 课件资源具有产品的搬运、检测和传输分拣功能,整个系统由送料单元、机械手搬运单元、步进电机多点定位输送单元和传送带输送分拣单元等组成。具体的项目设计要求如下: 1 )本设计的要求使用通过触摸屏与控制台按钮操作,控制生产线的自动运行。生产线通电以后,系统自行检测初始状态是否满足运行条件,如不满足则自行复位或手动调整,若满足则触摸屏显示准备就绪; 2 )在准备就绪的情况下,按下启动按钮,生产线开始按顺序运行,供料单元开始工作,电机驱动转盘将工件送到物料台上;电机运行 10 秒后,若物料台光电开关没有检测到物料,说明已没有物料,开始报警;若检测到物料,则一号搬运机械手开始动作; 3 )物料台有料,一号机械手臂伸出并下降夹取工件,夹取到工件后机械手上升缩回并旋转到右侧限位;然后机械手伸出下降将工件放到步进电机输送单元的供料台上,一号搬运机械手恢复到初始状态,等待下一次运行; 4 )当步进电机输送单元传感器检测到供料台工件后,步进电机前往高度检测单元进行检测;到达后通过超声波传感器进行高度检测,检测完毕后;步进电机运行到二号搬运机械手位置; 5 )到达二号搬运机械手位置后;二号搬运机械手伸出、爪夹取工件,机架台上升,旋转到右限位,伸出手臂,机架台下降,手爪放松,将工件放到传送带上,同时二号搬运机械手复位; 6 )当传送带单元传感器检测到工件时,传送带开始工作,根据工件的颜色、材料进行分拣;分拣结束后,供料台回到供料位置,等待下一次运行。 ( 5 )用户手册:包括与 S7-1200 、有关硬件、软件和通信的手册,数量不少于二十多种。 ★课件资源提供详细的配件实物图片及参数功能介绍、硬件组成图解、程序指令、程序设计、气动原理图、电气原理图、硬件组态等,图文并茂。投标时提供内容相对应的不少于十张的课件截图。 |




